
Est-ce réalisable
- Ephefrere
-

- Hors Ligne
- Membre premium
-

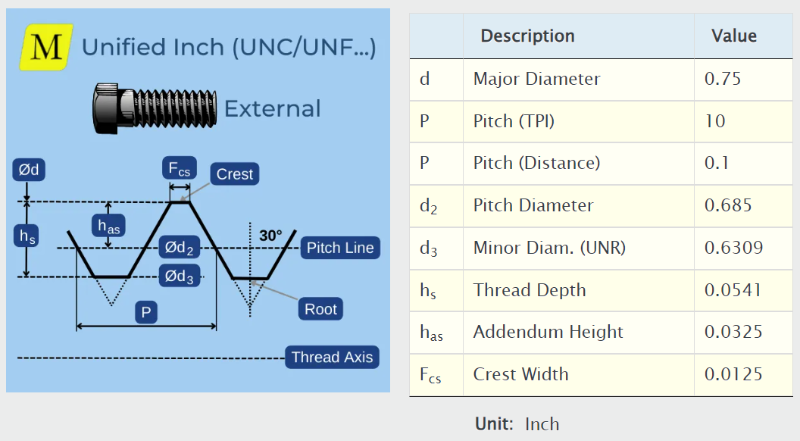
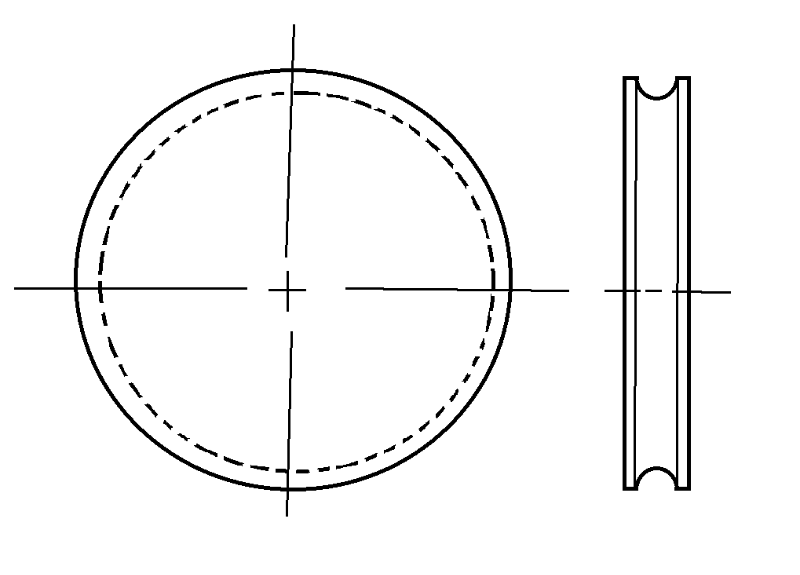
et avec les valeurs on fabrique un disque de cette forme sur le tour a bois
On utilise une tige fileter de bonne longueur 3/4 10 NC et on usine 4 rainures sur le sens de la longueur avec un "zip cut" en donnant un angle d'attaque positive aux dents ainsi former.
Comme le métal est plus dur que le plastique ca vas faire un très bon couteau pour le projet.
Pour le reste, c'est un peu comme la vidéo, on met la tige fileter sur le tour a bois entre pointe a basse vitesse et on se fait un plateau avec point de rotation pour y placer le disque préformer.
Reste a mettre des dimensions sur les croquis si on veux aller plus loin dans le concept
A+
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-

- Absent
- Membre premium
-
- Messages : 16101
- Remerciements reçus 2906
Wow je n'aurais jamais pensé qu'un "tap" pouvait servir a faire les dents d'un engrenage (dans un matériel mou bien entendu) merci du partage.La vidéo montre le concept pour faire un worm gear en plastique
Comme Bert veux utiliser une vis 3/4 10 NC pour conduire la roue de plastique qui va entrainer ses plateaux on vas y aller dans ce sens mais un peu différemment quand au machine utiliser pour la fabrication
Psst ... on est toujours dans les concepts la la
A suivre

Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-
- Hors Ligne
- Membre premium
-
Comme Bert la bien exprimer au début de ce fil c'est la fabrication du "worm gear" qui est le plus gros défi du projet mais il y a des solutions et de bien bonne du cote imprimante 3D
Pour la partie contrôle Bert a plus d'expertise et compétence que moi pour tout ficeler cela ensemble,
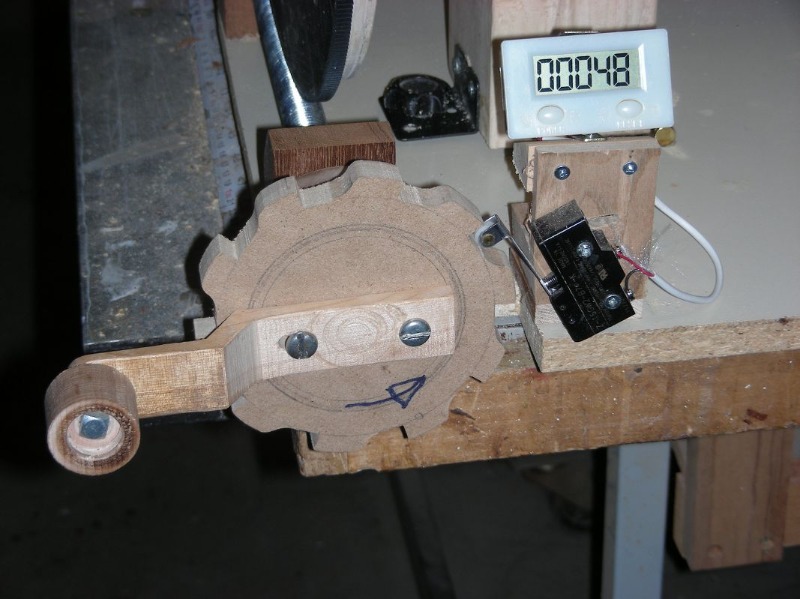
Pour ma part le cœur du projet est la précision du moment d'arrêt de la vis et c'est le pourquoi l'utilisation d'un système a cliquet qui permet un arrêt très précis et aussi un bon temp de pose quand le mécanisme recule pour aller reprendre une autre dents et faire tourner la vis. Ce temps de pose (50% du temps) permet de faire arrêt du moteur sans trop de précision et simplifie ainsi le contrôle d'arrêt/départ du moteur
fr.wikipedia.org/wiki/Cliquet_(m%C3%A9canique)
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.
- SylvainBricolle
- Hors Ligne
- Membre premium
-
- Messages : 219
- Remerciements reçus 58
Je ne pensais pas qu'un jour, La Mortaise allait m'amener à un clique de Richard Feynman...fr.wikipedia.org/wiki/Cliquet_(m%C3%A9canique)
La stratégie proposée d'usiner la gear à partir d'une tige filetée exige une très grande précision. Si la gear doit être continue, il faut qu'il y ait exactement le bon nombre de dents. Si Bert veut 384 dents, l'usinage proposé par Ephefrere doit en faire exactement 384, pas 384 et 1/4, parce que ça va jammer. J'ai fait des petits calculs pour voir ce que ça donne :
- 384 dents avec un pas de 0.1", ça donne une circonférence de 38,4", donc un diamètre de 12,2231". Bertrand disait 12.2".
- En introduisant un peu d'erreur d'usinage, supposons que 384.1 dents (ou 383.9) est acceptable et que ça ne va pas jammer. Le diamètre est alors de 12.2263" (=384.1x.1/pi).
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-
- Hors Ligne
- Membre premium
-
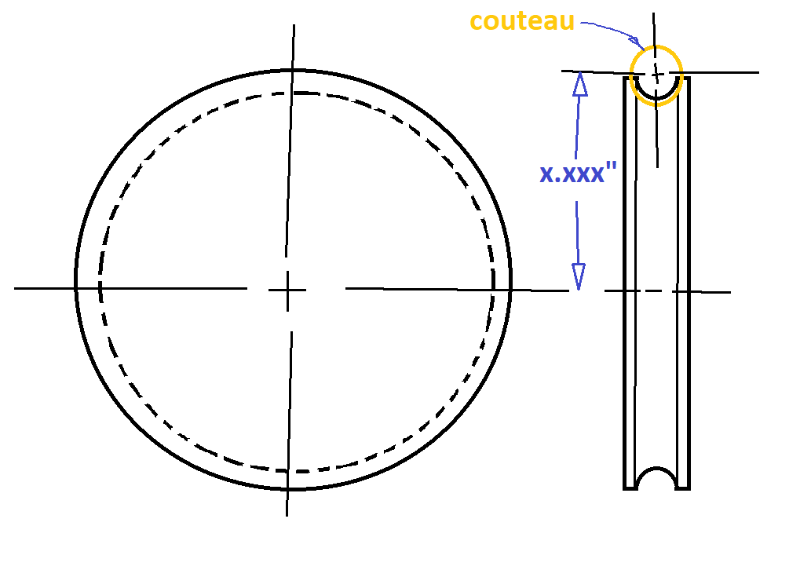
Bien sur que si on est mal ajuster il peu y avoir une singularité et déformation des dents lorsque l'on approche du tour complet. Cette zone se situe entre deux "pitch diameter" celui du 384 dents est de 12.223" et le 385 est de 12.255" donc en théorie on a une singularité a mi chemin entre les deux.
Si on ajuste bien a +/- 0.005" la distance entre l'axe du couteau et l'axe de la roue (x.xxx") le nombre de dents vas y être avec aucune déformation lorsque le couteau vas repasser sur son chemin après un tour complet
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-
- Hors Ligne
- Membre premium
-
(384 dents * pitch voulu(0.1) / pi)+ (pitch dia du couteau 0.685" voir tableau)/2
Donc x.xxx" = 6.454"
Et pour ceux qui veule en savoir plus sur une singularité en voici un exemple d'un mouvement en robotique
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-
- Hors Ligne
- Membre premium
-
L'idée est inspirer directement de l'utilisation de mon "gear dividing for lathe" que l'on insert directement dans le canon du tour pour certain projet de positionnement de grande précision
Les tête d'indexions on en retrouve souvent dans les annonce et même que présentement il y a une a vendre sur Kijiji pour environ 300 $
www.kijiji.ca/v-outils-electriques/ville...ding-head/1675116218
Il s'agirait de simplement de fixer la tête directement sur arbre du tour a bois au moyen du mandrin et de faire un petit support pour éviter qu'elle tourne
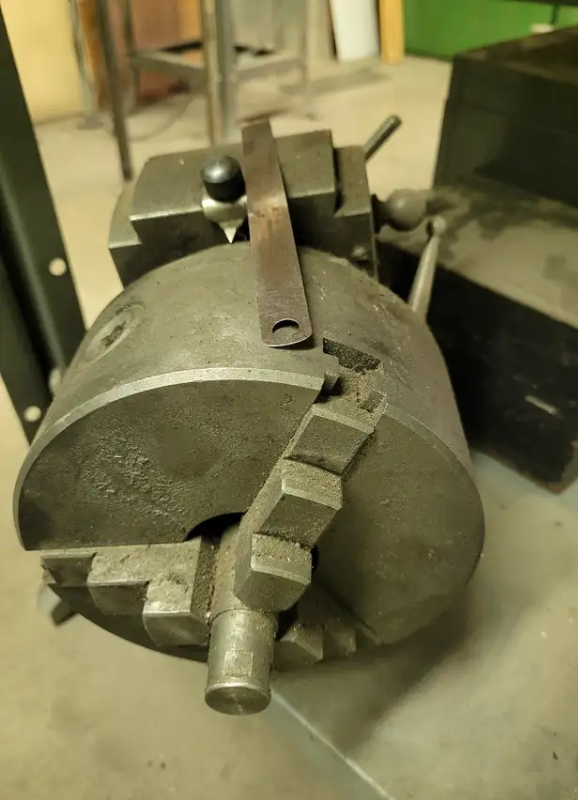
Ce genre de tête a habituellement un ration de 40:1 et avec disque multi trous de 48 on arriverai précisément a 384 divisions
Serai aussi possible de faire plein d'autre gamme de division avec presque rien comme changement requis
Un arbre tordu vit sa vie, un arbre droit finit en planche…
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Bert
-
 Auteur du sujet
Auteur du sujet
- Hors Ligne
- Modérateur
-

- North Hatley
- Messages : 5105
- Remerciements reçus 1037
Je vais vous tenir au courant du déroulement si je peux retrouver l'électricité et le service de videotron (pas facile de le faire avec le ce.
ll)
Pour GullC voici une photo de la tige filetée que j'utilise

Bertrand Lisée, membre ATE, ATBQ
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Bert
-
Auteur du sujet
- Hors Ligne
- Modérateur
-
- North Hatley
- Messages : 5105
- Remerciements reçus 1037
Un travail extra-ordinaire qu'il a réalisé!!!
Bientot je vais pouvoir vous montrer le résultat final de mon montage
Merci Guillaume, qu'elle belle collaboration que ce forum apporte à ses membres



Bertrand Lisée, membre ATE, ATBQ
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Pete 68
- Hors Ligne
- Membre premium
-
- Messages : 1843
- Remerciements reçus 439
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-
- Absent
- Membre premium
-
- Messages : 16101
- Remerciements reçus 2906
J'aimerais savoir quel filament as tu employé et pour quelle raison?
Connexion ou Créer un compte pour participer à la conversation.
- GuillC
-

- Hors Ligne
- Membre premium
-
- Messages : 1631
- Remerciements reçus 433
Merci Denis, j'ai utilisé du PLA+, le PLA est le filament le plus facile à travailler et donne le meilleur fini. Étant donné que l'espacement entre les dents était très fin, le PETG aurait laissé des irrégularités durant l'extrusion. Vu que la roue dentlé ne tournera pas vite et n'aura pas de force excessive je suis certain que le PLA ou PLA+ sera en masse solide et résistant. Bert va coller les 4 parties et mettre en sandwich avec des pièces de bois pour que ça soit bien droit
J'ai imprimé la pièce avec ma nouvelle imprimante BambuLab P1S (merci au père Noèl) qui est une vraie formule1 haha.
J'utilise principalement le PLA et PLA+, mais également le PETG qui lui est plus résistant, il est également plus résistant aux températures chaude et froide. Toutes les gabarits et les "hold-down" pour ma cnc je les fait en PETG.
Maintenant avec ma nouvelle imprimante je vais essayer le TPU qui est un filament flexible et également l'ABS qui lui est très résistant mais nécessite un environnement fermé lors de l'impression car les émanations sont toxique
Connexion ou Créer un compte pour participer à la conversation.
- Rubrifolia
-
- Absent
- Membre premium
-
- Messages : 16101
- Remerciements reçus 2906
Connexion ou Créer un compte pour participer à la conversation.
- Bert
-
Auteur du sujet
- Hors Ligne
- Modérateur
-
- North Hatley
- Messages : 5105
- Remerciements reçus 1037
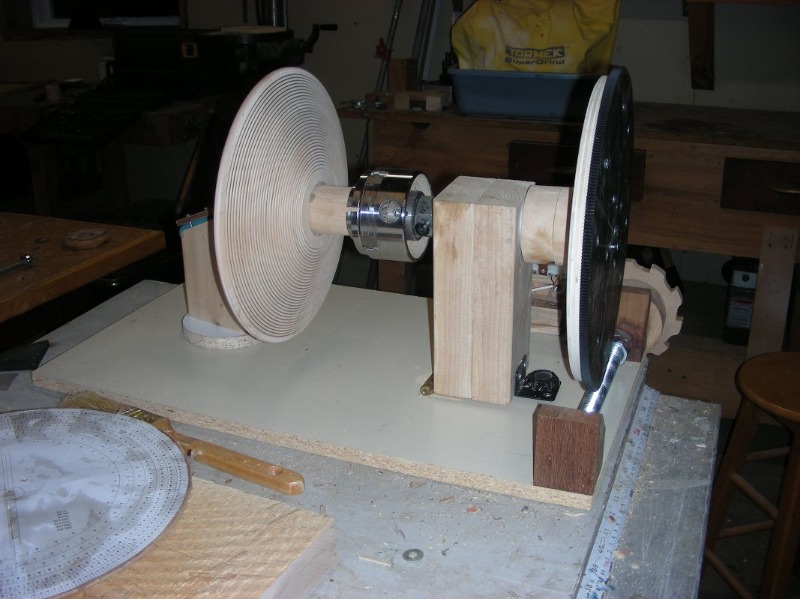
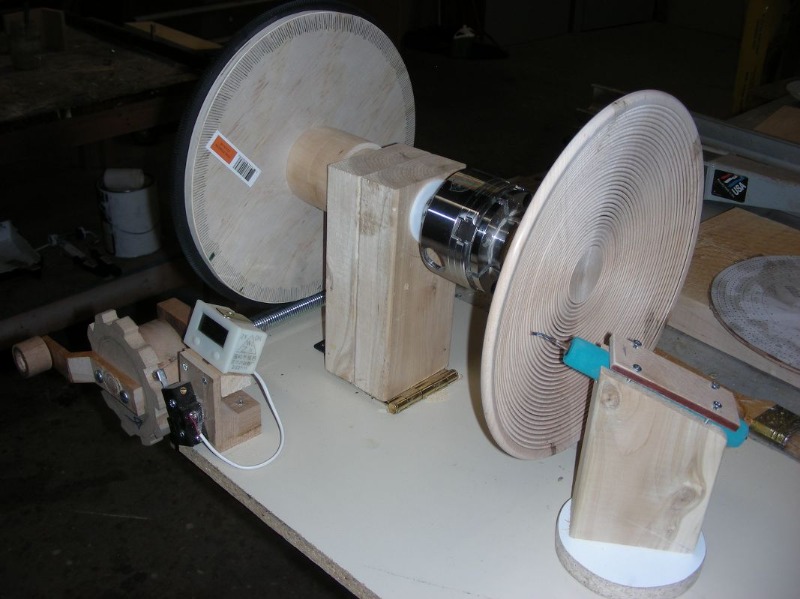
Il fonctionne très bien et je peux créer un nombre presqu'illimité de groupe de rayons.
Par le passé, j'ai réalisé des pièces ayant 48, 72, 96, 100, 144, 200, 256, 248, 384 etc etc rayons
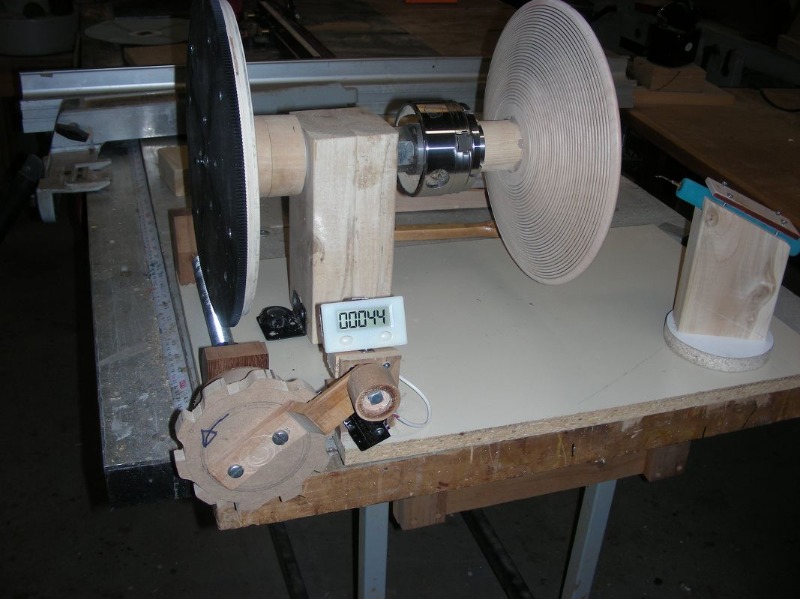
La résolution est le 1/10 de degré.
J'utilise un programme simple sur excel pour calculer le nombre de dixièmes de degré à afficher sur le petit compteur pour chaque rayon. Lorsque j'ai tracé (ou pyrogravé) un rayon j'avance le compteur à la position suivante déterminé dans le programme excel.
Bertrand Lisée, membre ATE, ATBQ
Pièces jointes :
Connexion ou Créer un compte pour participer à la conversation.
- Ephefrere
-
- Hors Ligne
- Membre premium
-
Effectivement le nombre de combinaison est est raiment étendu de plus avec le compteur les risques de dépassement sont bien calculer pour les prévenir
Belle job

Un arbre tordu vit sa vie, un arbre droit finit en planche…
Connexion ou Créer un compte pour participer à la conversation.